

返回 新闻中心
挤压式涂布模头的缺陷
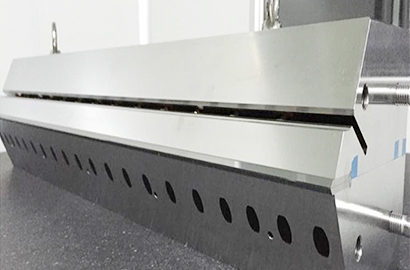
目前,电动车、储能电池等新能源产业在全球范围内发展迅速。作为公认的理想储能元件,动力锂电池也获得高度关注。挤压式涂布模头是动力锂电池极片的生产关键工艺设备。目前,锂电池极片挤压式涂布模头工艺主要有刮刀式、辊涂转移式和狭缝挤压式等。我在工作过程中,这三种挤压式涂布模头方式都接触过。一般实验室设备采用刮刀式,3C电池采用辊涂转移式,而动力电池多采用狭缝挤压式。
箔基材经过挤压式涂布模头辊并直接与浆料料槽接触,过量的浆料涂在箔基材上,在基材通过涂辊与刮刀之间时,刮刀与基材之间的间隙决定了涂层厚度,同时将多余的浆料刮掉回流,并由此在基材表面形成一层均匀的涂层。 刮刀类型主要逗号刮刀。逗号刮刀是挤压式涂布模头头中的关键部件之一,一般在圆辊表面沿母线加工成形似逗号的刃口,这种刮刀具有高的强度和硬度,易于控制挤压式涂布模头量和挤压式涂布模头精度,适用于高固含量和高黏度的浆料。
挤压式涂布模头厚边现象是一种不利的缺陷,阻止和缓解厚边现象的措施有:
浆料流量一定时,减小狭缝尺寸能够增加浆料在模头的出口速度,从而降低浆料的拖曳力比值,进而减小厚边涂层的厚度,但是狭缝尺寸变小模头内部的压力更大,更容易造成模头出口形状的膨胀,从而出现涂层横向厚度不均匀性,这需要更高精度的挤压式涂布模头设备配合。挤压式涂布模头间隙减小能够有限减小厚边涂层的厚度和宽度。降低浆料的表面张力,如添加界面活性剂等,抑制干燥过程中浆料向边缘的流延。优化狭缝垫片出口形状,改变浆料流动速度方向和大小,降低边缘浆料的应力状态,减弱浆料边缘膨胀效应。
东莞市松井超精密机械有限公司 版权所有